从原料到成品:中贤桥隧 PE 给水管的匠心制造之旅

在现代供水系统中,PE 给水管凭借其卓越的性能,如耐腐蚀性强、使用寿命长、安装便捷等,成为了众多工程项目的理想选择。郑州中贤桥隧新材料科技有限公司作为专业的管道生产企业,在 PE 给水管的制造上拥有一套成熟且严谨的工艺流程,下面由小编为您详细介绍。
原材料准备
1.优质原料选择
PE 给水管的主要原材料是聚乙烯(PE)树脂。中贤公司研发部的专家精选优质的 PE 树脂,确保其具有良好的耐腐蚀性、耐老化性以及较长的使用寿命。这些原材料均来自可靠的供应商,并经过严格的质量检测,只有符合标准的原料才能进入生产环节。同时,为了改善 PE 给水管的加工性能、力学性能和耐久性,还会在其中添加各种助剂,如抗氧剂、紫外线稳定剂、润滑剂等。助剂的选择和使用量严格按照生产工艺和产品标准进行合理选用,以保障产品质量。
2.混合搅拌
将 PE 树脂与各种助剂按照精确的配方比例,倒入搅拌机内。在倒入树脂前,会仔细清理树脂包装袋外的杂质,避免其混入原料中影响产品质量。启动搅拌机,先以低速运转,通过机器的搅拌作用,使树脂和配方料充分混合均匀。混合均匀后的物料被放入贮料箱,等待进入下一生产工序。

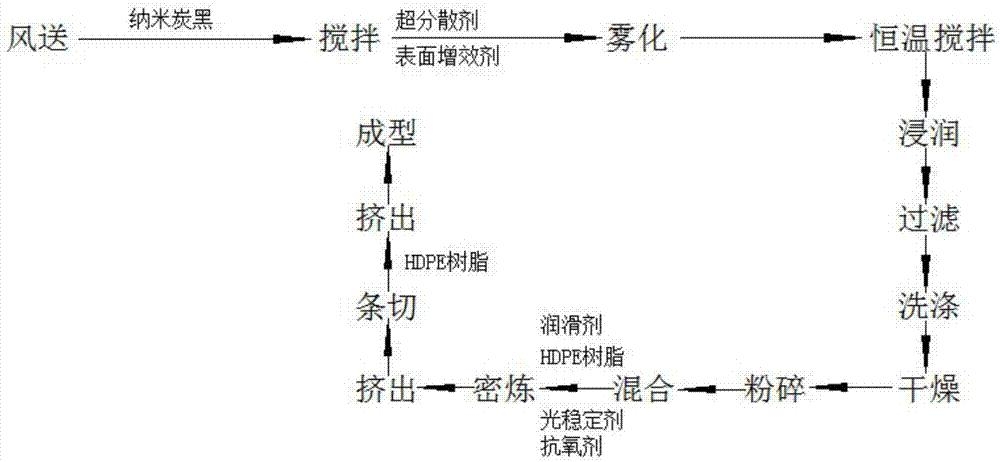
挤出成型
挤出成型是 PE 给水管生产的关键环节。在生产前,先对挤出机的机筒、模头进行预热。随后再按照工艺要求升温至设定值。当设备温度达到要求后,将贮料箱内的物料输送至挤出机恒温干燥箱内。启动主机使螺杆在低转速(5 转 / 分左右)下运转,然后开启给料阀门,物料自动加入到螺杆内。在螺杆的旋转压实及混合作用下,熔融物料通过滤板或连接器进入不同种类的成型模具,从而制成连续长度的管状型坯并挤出。
当挤出物料达到理想状态后,开始进行初定型。待给水管长度能达到牵引长度后,启动牵引机,同时开启冷却水泵和真空泵。此时,给水管在真空吸附和冷却水的共同作用下,与定型套紧密接触并逐渐冷却定型。

牵引与切割
待挤出物料正常后,用同类型的管子作为引管,与挤出的给水管材进行粘连。粘连牢固后,将给水管材牵引到牵引机上。通过调整牵引速度和模头调节螺丝,精确改变给水管壁厚,使其达到标准范围。同时,调整牵引压力,确保给水管在牵引过程中既不打滑也不被压扁,从而使其达到规定的外形尺寸。在切割过程中,确保切口垂直、平整,以满足产品质量要求。切割完成后的 PE 给水管,便初步完成了制作过程。

质量检测与包装入库
每一根生产出来的 PE 给水管都要经过公司质检员严格的质量检测。检测项目包括拉伸性能检测,通过拉伸试验,检测 PE 给水管的抗拉强度、伸长率等参数,评估其在承受外部拉力时的性能表现;落锤冲击试验,检测给水管在受到冲击时的抗冲击强度和韧性,评估其在承受意外冲击时的安全性能;耐压性能检测等,确保管材的质量完全符合相关标准。
只有经过检测合格的 PE 给水管,才能进入包装环节。工作人员会根据管材的规格和数量,进行合理包装,确保产品在运输和储存过程中不受损坏。包装完成后的产品,整齐存放于仓库,等待发货,为各类供水工程提供可靠的管道保障。
郑州中贤桥隧新材料科技有限公司始终秉持着对产品质量的极致追求,在 PE 给水管的制作过程中,每一个环节都要严格把控,致力于为客户提供高品质、高性能的 PE 给水管产品,助力供水事业的安全稳定运行。公司全体员工竭诚为各位客户服务,如您需要,欢迎致电:18530057161。
- 上一篇:PE给水管三
- 下一篇:没有了